Цена 5 коп. БЗ 2-88/172
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ШКИВЫ ДЛЯ ПРИВОДНЫХ КЛИНОВЫХ РЕМНЕЙ НОРМАЛЬНЫХ СЕЧЕНИЙ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 20889-88
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШКИВЫ ДЛЯ ПРИВОДНЫХ клиновых РЕМНЕЙ НОРМАЛЬНЫХ СЕЧЕНИЙ
Общие технические условия
Pulleys for driving V-belts with normal sections. General specifications
ГОСТ 20889-88
Срок действия с 01.01.89 до 01.01.94
Настоящий стандарт распространяется на цельные одноступенчатые шкивы для приводных клиновых ремней по ГОСТ 1284.1-80.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Шкивы должны изготовляться типов:
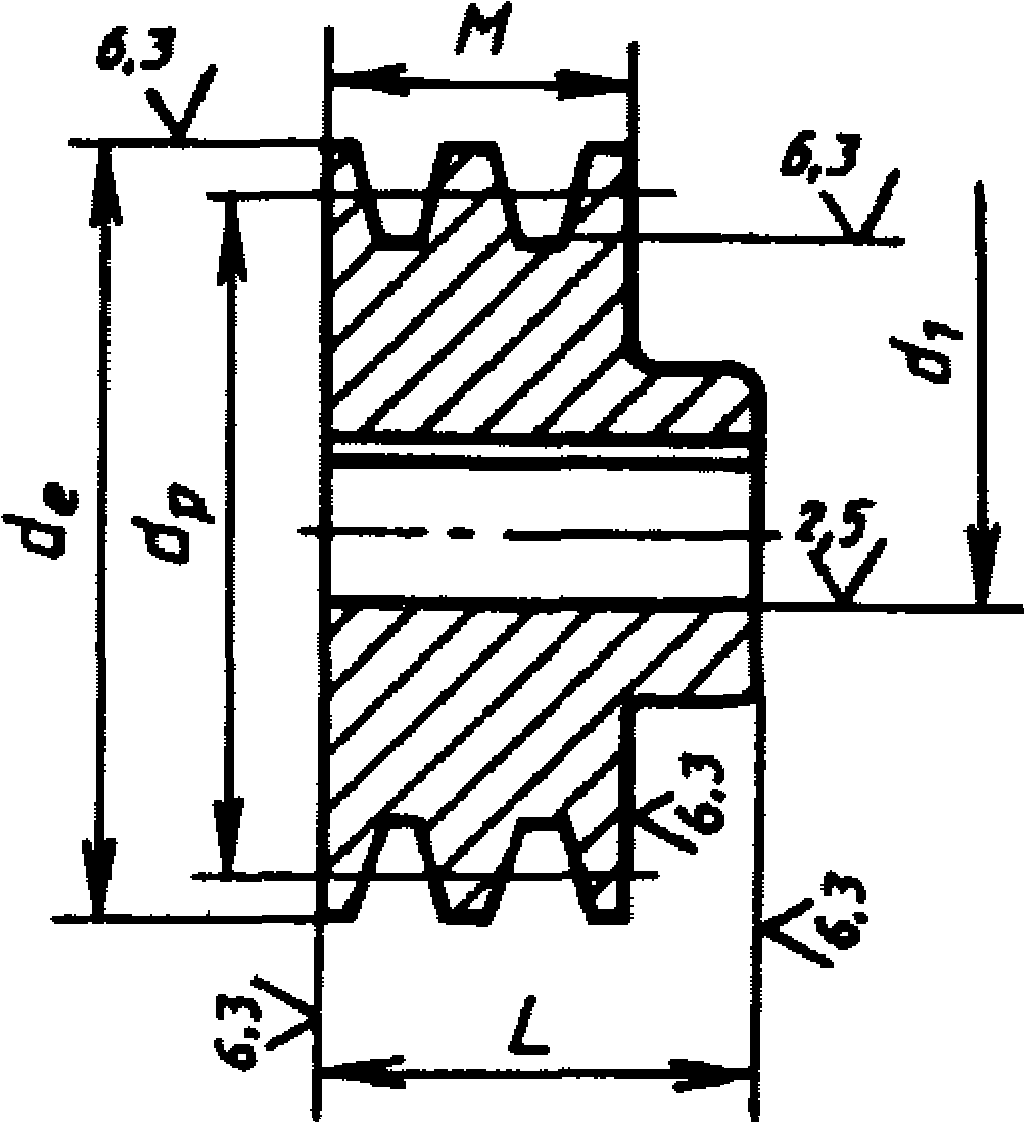
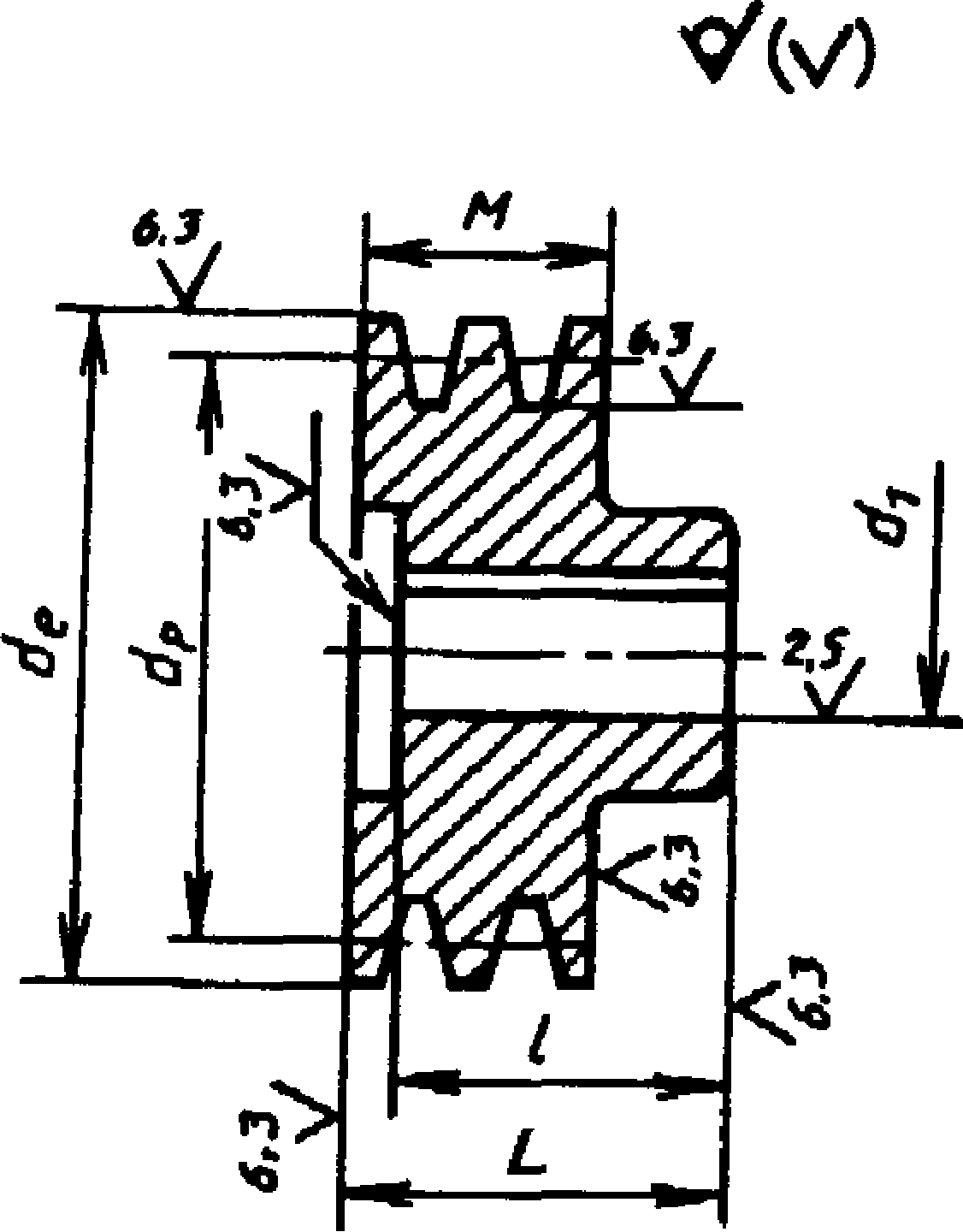
1 - монолитные с односторонней выступающей ступицей (черт. 1)
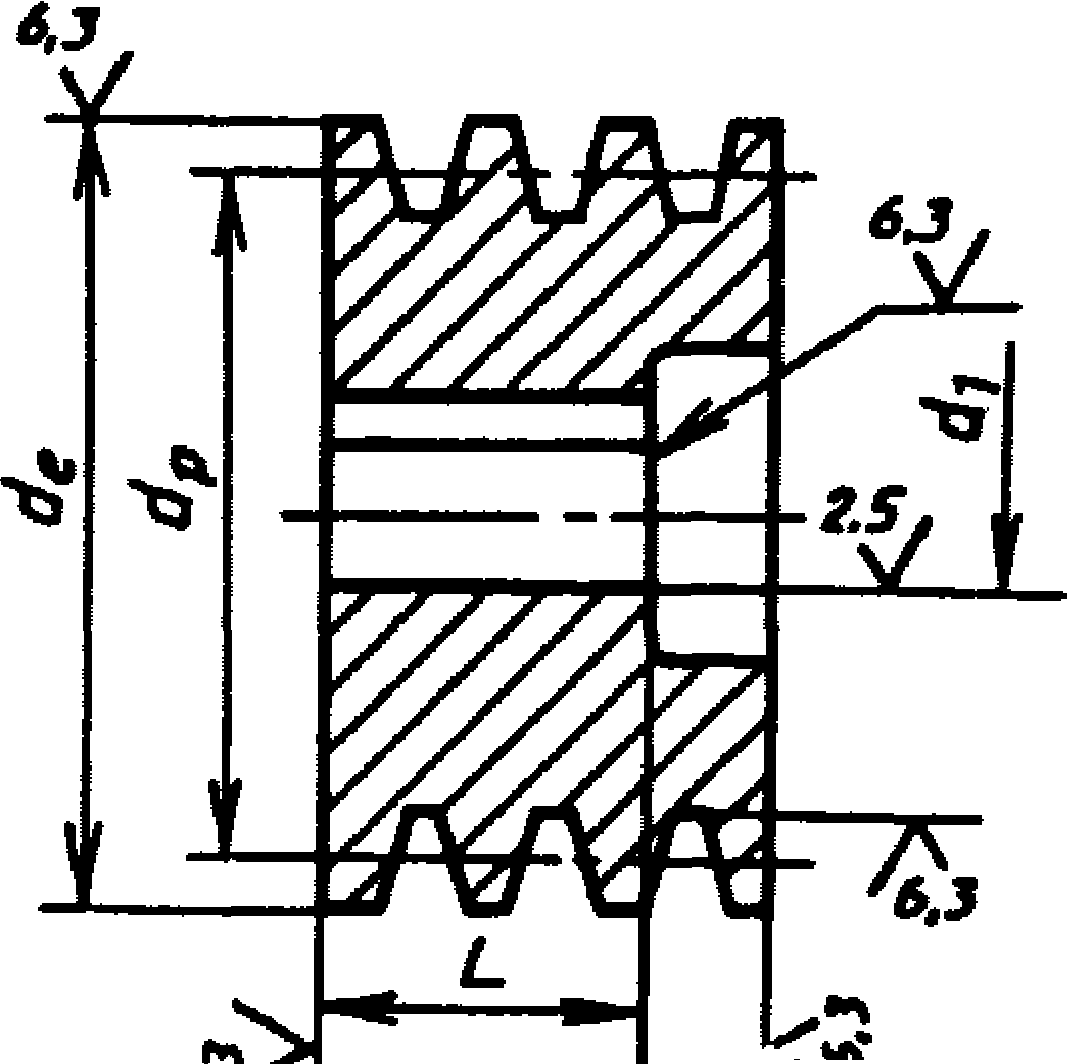
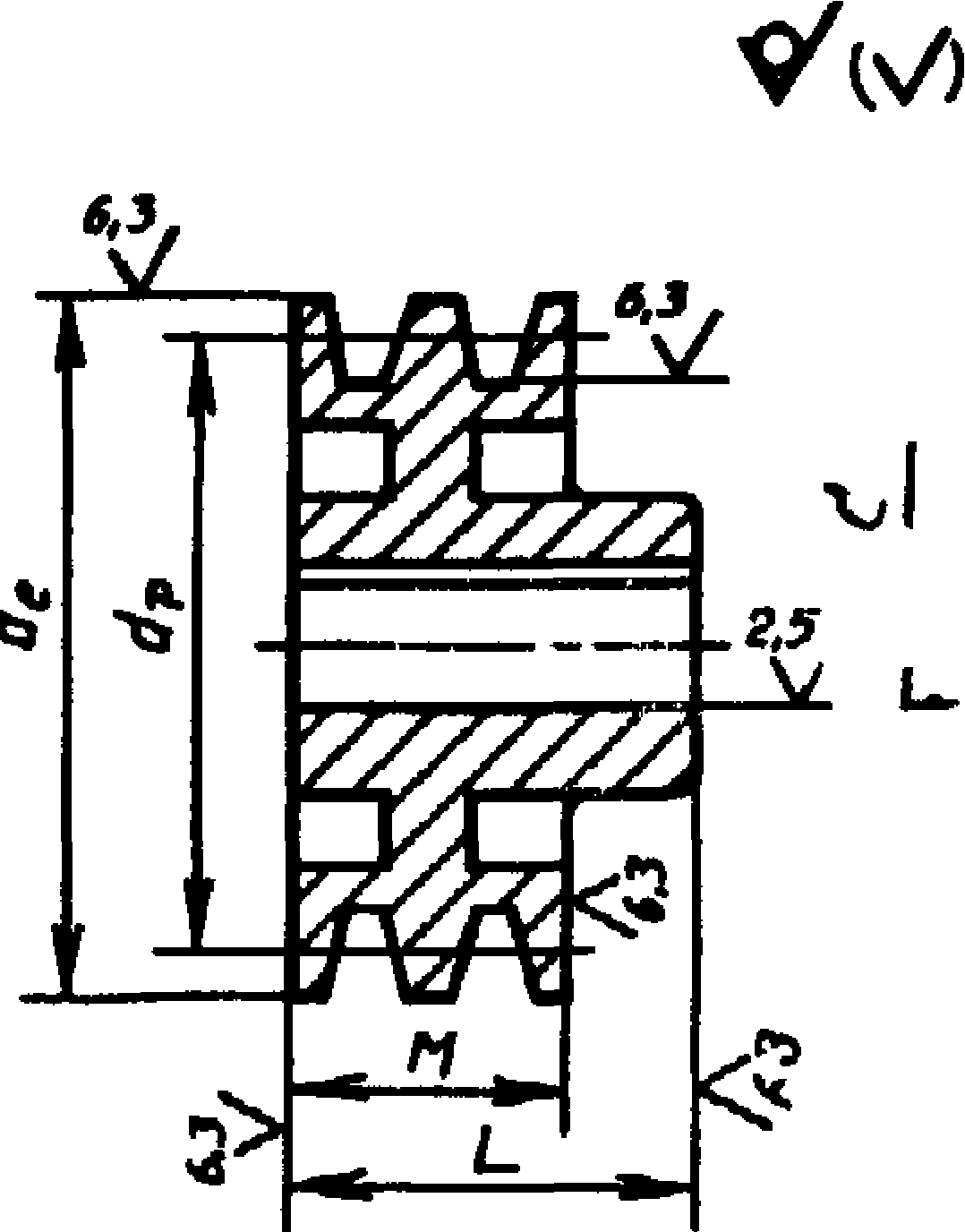
2 - монолитные с односторонней выточкой (черт. 2);
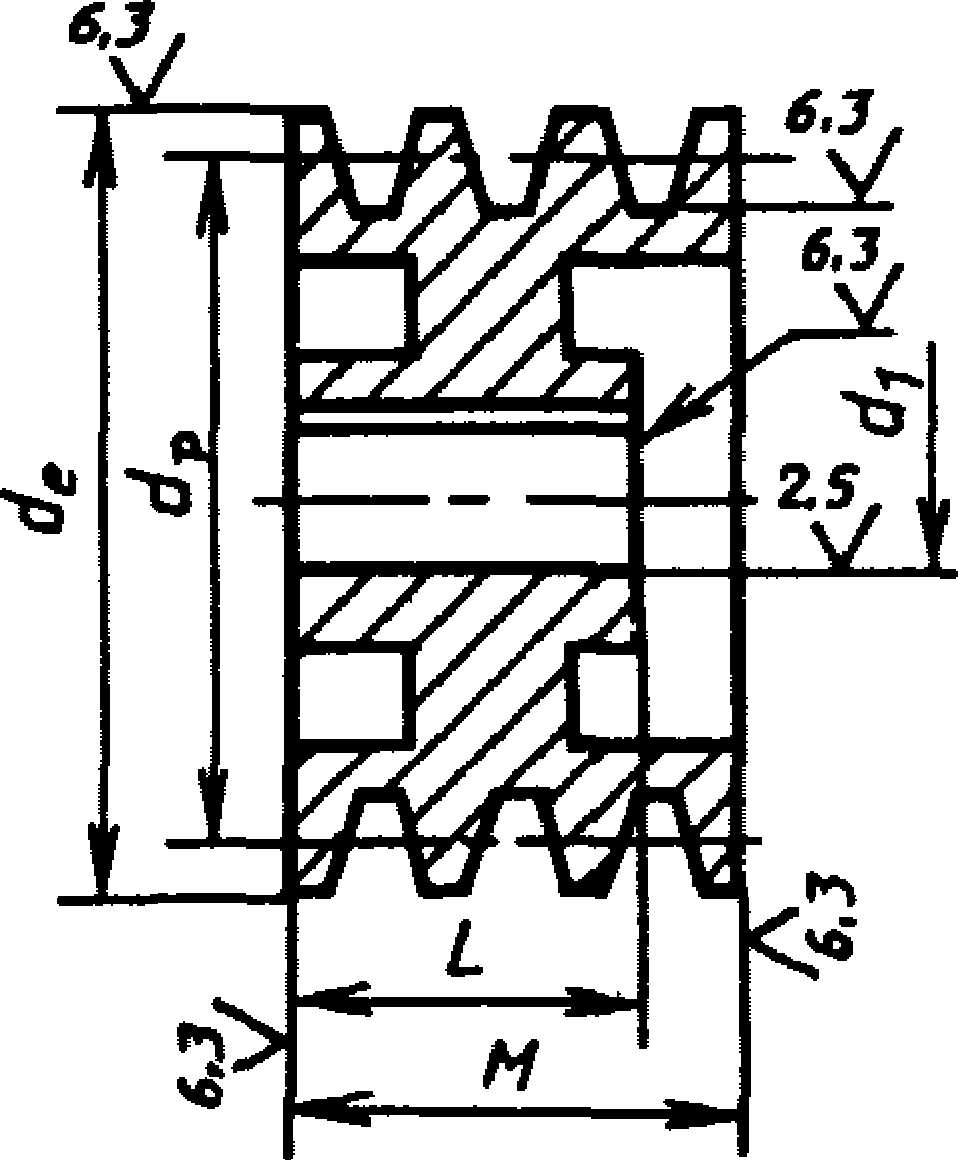
3 - монолитные с односторонней выточкой и выступающей ступицей (черт. 3);
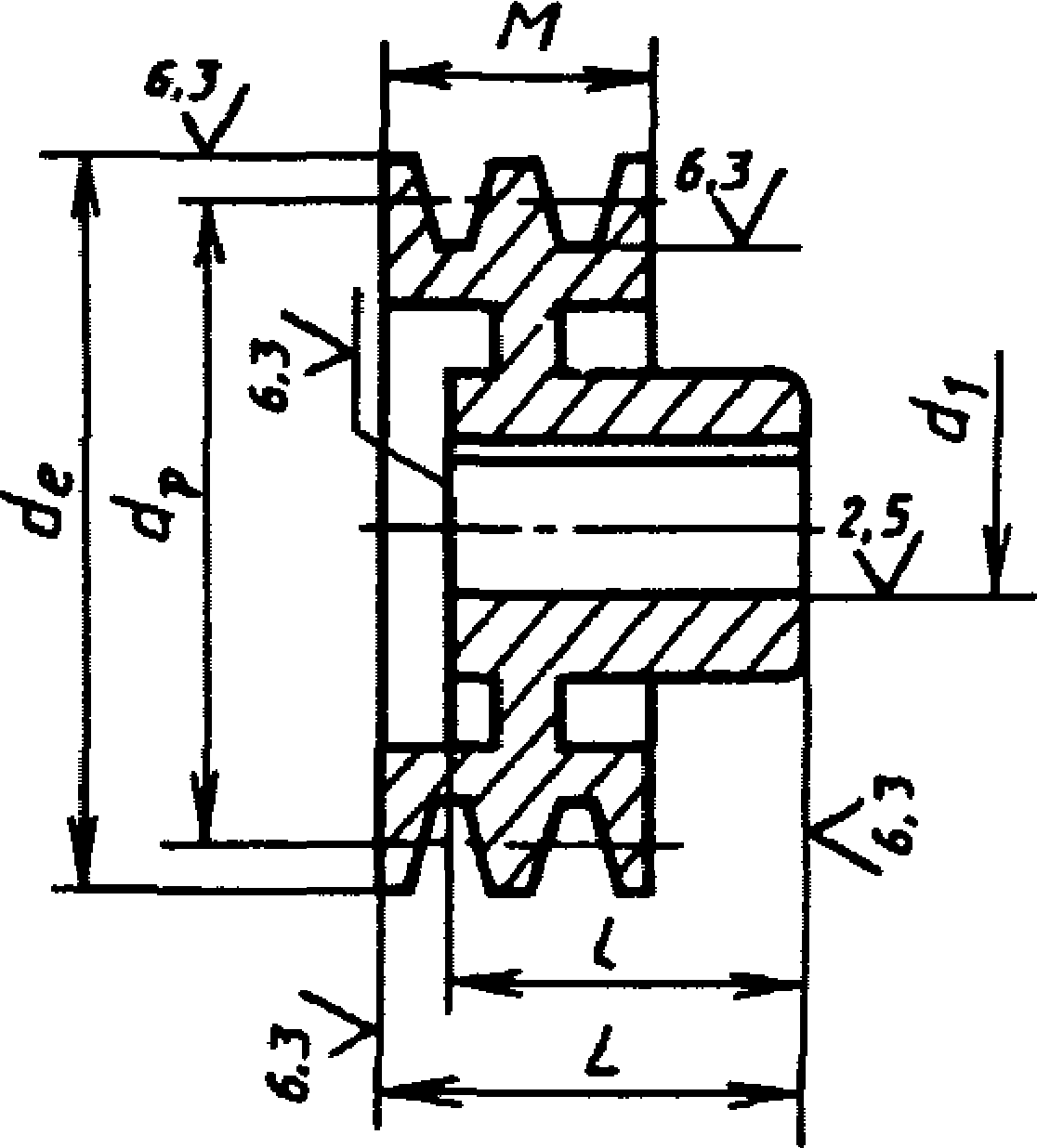
4 - с диском и ступицей, выступающей с одного торца обода (черт.4) ;
5 - с диском и ступицей, укороченной с одного торца обода (черт. 5);
6 - с диском и ступицей, выступающей с одного и укороченной с другого торца обода (черт. 6);
7 - со спицами и ступицей, выступающей с одного торца обода (черт.7)*
8 - со спицами и ступицей, укороченной с одного торца обода (черт.8) ;
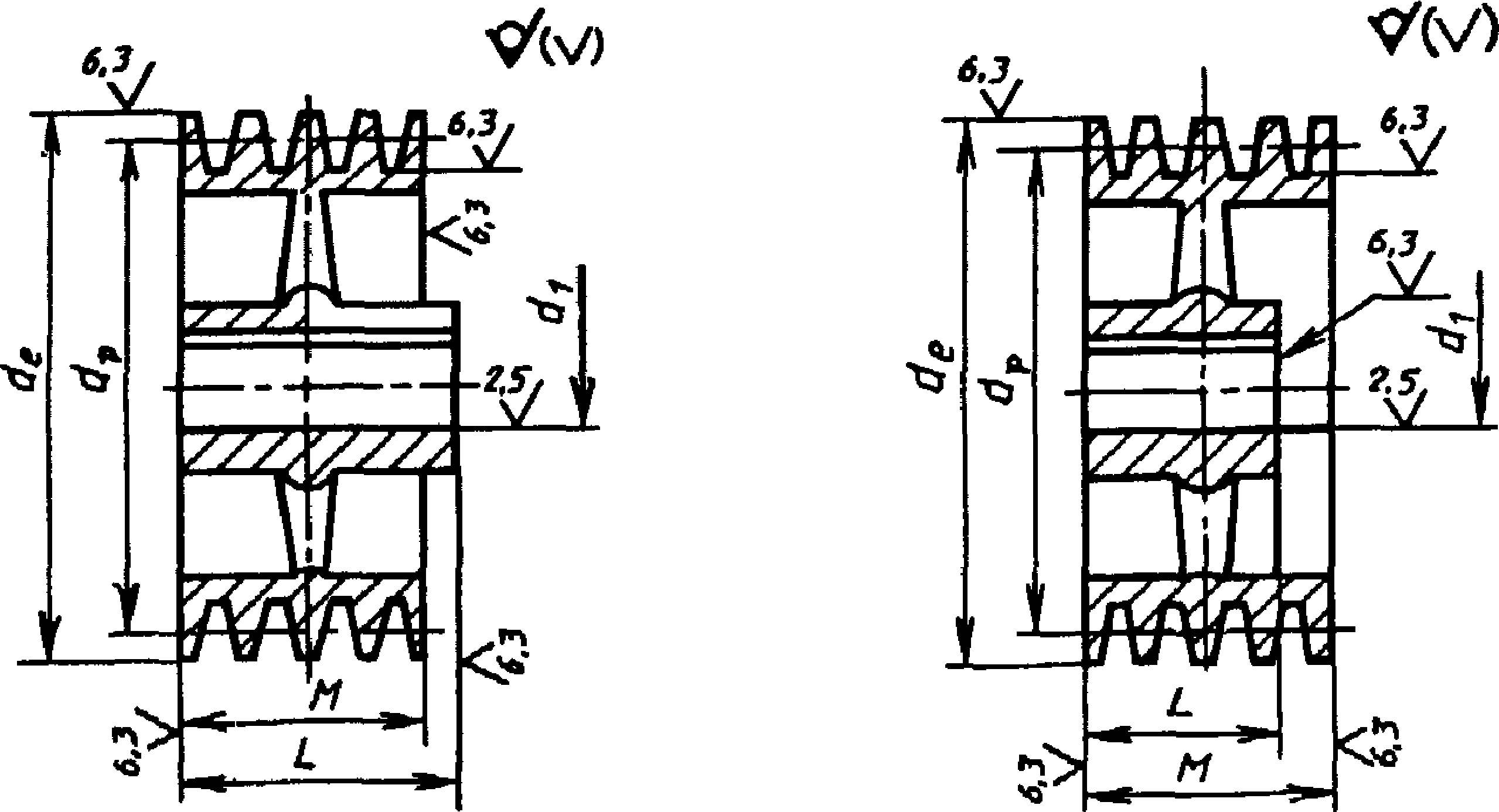
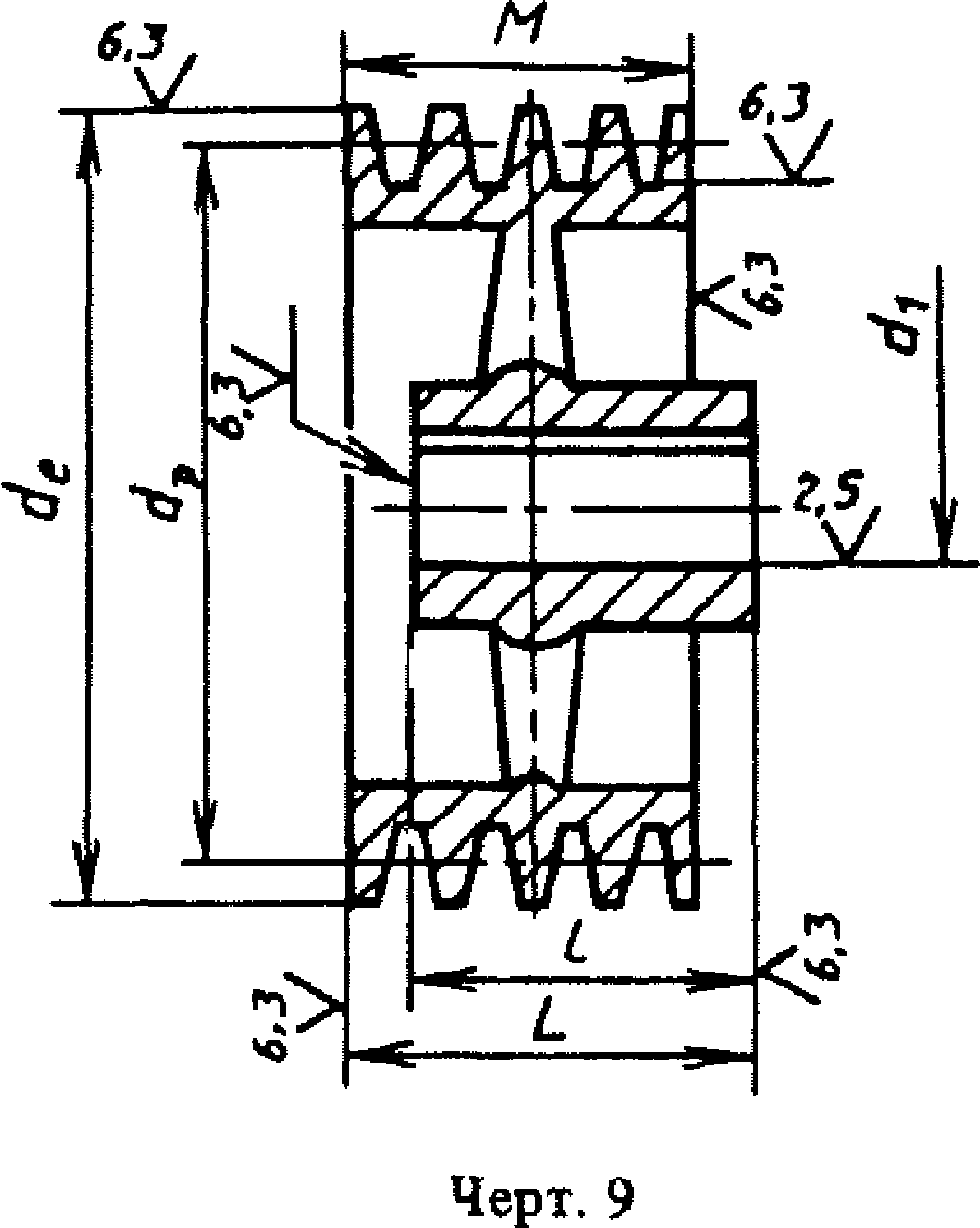
9 - со спицами и ступицей, выступающей с одного и укороченной с другого торца обода (черт. 9)
Издание официальное *
Перепечатка воспрещена
© Издательство стандартов, 1988
Шкивы типов 1-3 предназначены для приводных клиновых ремней с сечениями Z, А, типов 4-9-для приводных клиновых ремней с сечениями Z, А, В, С, D, Е, ЕО по ГОСТ 1284.1-80.
<7V)
^(V)
t/Cv)
Варианты исполнения посадочного отверстия шкивов типов 1 -9
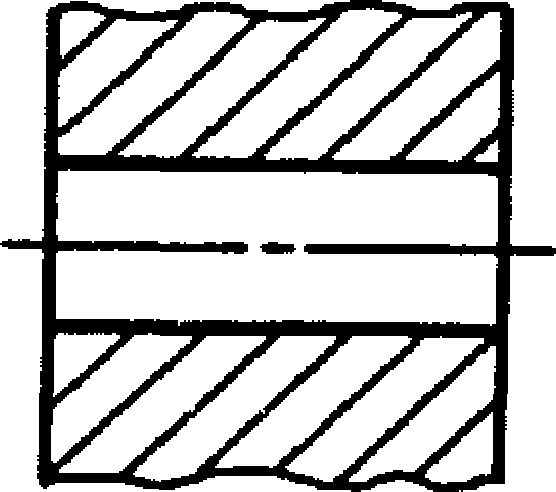
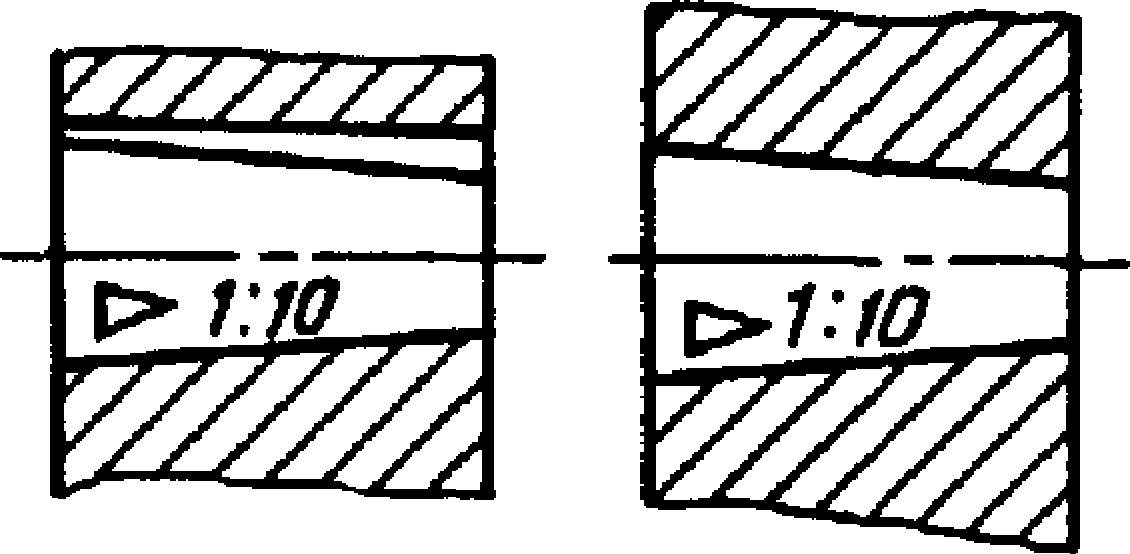
Примечание. Чертежи не определяют конструкцию шкивов
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкивы для приводных клиновых ремней должны быть изготовлены в соответствии с требованиями настояще* 1 о стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Номинальные расчетные диаметры шкивов d p должны соответствовать указанному ряду: 50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620); 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900) 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000) мм.
2.3. Расчетный диаметр меньшего шкива передачи должен быть не менее значений, указанных в табл. 1
Таблица 1
|
Обозначение сечения ремня |
Расчетный диаметр меньшего шкива, мм |
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.4. Размеры профиля канавок шкивов должны соответствовать указанным на черт. 10 и в табл. 2.
2.5. Ширину шкива вычисляют по формуле
М = (п - 1) е + 2/,
где п - число ремней в передаче.
Наружный диаметр шкива вычисляют по формуле
d e = d p +2b. (2)
2.6. Схема построения условного обозначения шкивов приведена в приложении.
Wp - расчетная ширина канавки шкива,
Ъ - глубина канавки над расчетной шириной, dp - расчетный диаметр шкива, h - глубина канавки ниже расчетной ширины, с - расстояние между осями канавок,
/ - расстояние между осью крайней канавки и ближайшим торцом шкива, а - угол канавки шкива, d e - наружный диаметр шкива,
г - радиус закругления верхней кромки канавки шкива, М - ширина шкива.
2.7. Шкивы должны быть изготовлены из материалов, обеспечивающих выполнение требуемых размеров и работу шкивов в условиях эксплуатации (наличие механических усилий, нагрев, истирание).
2.8. Отливки шкивов не должны иметь дефектов, ухудшающих их внешний вид. На поверхности отливок, подвергающихся механической обработке, допускаются дефекты по ГОСТ 19200-80 в пределах припуска на механическую обработку.
2.9. Допускаемое отклонение от номинального значения расчетного диаметра шкивов hi 1 по ГОСТ 25347-82, ГОСТ 25348-82.
2.10. Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:
± 1° - шкивов для ремней сечений Z, А, В.
± 30" - шкивов для ремней сечений С, D, Е, ЕО.
Таблица 2
|
dp для угла канавки а |
|||||
ГОСТ 20889-88 С. 7
2.11 Предельные отклонения угла конусного отверстия - ± ---
по ГОСТ 8908-81. 2
2.12. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:
из чугуна и стали - по 7-му классу точности ГОСТ 26645-85;
из других материалов с расчетным диаметром:
до 500 мм - по 16-му квалитету ГОСТ 25347-82;
св. 500 мм - по 15-му квалитету ГОСТ 25347-82, ГОСТ 25348-82.
2.13. Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм расчетного диаметра относительно оси должен быть, не более:
0,20 мм - при частоте вращения шкива до 8 с“ 1 ;
0,15 мм - при частоте вращения шкива св. 8 с -1 до 16 с -1 ;
0,10 мм - при частоте вращения шкива св. 16 с" 1
2.14. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия - по 9-й степени точности по ГОСТ 24643-81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069-81.
2.15. Допуск цилиндричности наружных диаметров - по 8-й степени точности по ГОСТ 24643-81.
2.16. Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован.
Нормы точности статической балансировки приведены в табл. 3.
Таблица 3
2.17. Допуск торцового биения обода и ступицы относительной оси посадочного отверстия должен быть не грубее 10-й степени точности по ГОСТ 24643-81.
2.18. Концы валов для шкивов с цилиндрическим отверстием - по ГОСТ 12080-66; с коническим отверстием - по ГОСТ 12081-72; предельное отклонение диаметра ступицы d х по Н9.
19. Неуказанные предельные отклонения размеров обрабатываемых
поверхностей: Н14; Ы4; ± - *
2.20. Значение параметра шероховатости Ra по ГОСТ 2789-73 рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
2.21. В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
2.22. Средний ресурс шкивов в эксплуатации для среднего режима работы устанавливается не менее 63 000 ч до капитального ремонта, установленный ресурс - не менее 30 000 ч до капитального ремонта.
2.23. Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032-74 и ГОСТ 12.4.026-76.
2.24. Маркировка шкива
На нерабочей поверхности каждого шкива должны быть четко нанесены краской: условное обозначение сечения ремня, расчетный диаметр, диаметр посадочного отверстия, марка материала и обозначение стандарта.
2.25. Маркировка тары - по ГОСТ 14192-77, при этом на ящике дополнительно указывают:
условное обозначение шкива;
число шкивов;
дату упаковки.
2.26. Шкивы должны быть упакованы в ящики по ГОСТ 2991-85 или обрешетки по ГОСТ 12082-82.
Консервация обработанных рабочих поверхностей - по ГОСТ 9.014-78.
Срок действия консервации - 2 года.
3. ПРИЕМКА
3.1. Шкивы должны подвергаться приемо-сдаточным и периодическим испытаниям пред приятием-изготовителем.
3.2. Приемо-сдаточным испытаниям на соответствие требованиям
пп. 2.13; 2.14; 2.16; 2.17; 2.19; 2.21; 2.22; 2.24 подвергают каждый
3.3. Периодическим испытаниям подвергают 10 % шкивов от партии. Партия должна состоять из шкивов одного условного обозначения, предъявляемых по одному документу.
Периодические испытания проводят на соответствие всем техническим требованиям, установленным в стандарте, два раза в год.
3.4. Если в процессе периодических испытаний хотя бы один из параметров не будет соответствовать требованиям настоящего стандарта, проводят повторно испытания удвоенного числа шкивов по полной программе. Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1.Общие положения
4.1.1. Контроль параметров и размеров шкивов проводят при температуре (23 ± 5) °С.
4.1.2. Проверку параметров* отклонения формы и расположения поверхностей шкивов следует проводить универсальными измерительными инструментами или специальными приспособлениями, обеспечивающими заданную точность.
4.1.3. Полный контроль параметров и размеров канавки шкива должен проводиться при периодических испытаниях в следующем порядке:
1) контроль угла канавки;
2) контроль цилиндричности наружной поверхности шкива;
3) контроль расчетного диаметра;
4) контроль колебания размера расчетного диаметра одной и той же канавки шкива;
5) контроль биения конусной рабочей поверхности канавок;
6) контроль торцового биения обода и ступицы (с обеих сторон);
7) контроль шероховатости рабочей поверхности канавок шкивов;
8) контроль статической балансировки.
4.1.4. В многоканавочных шкивах контролируют размеры каждой канавки.
4.2. Приемо-сдаточные испытания включают в себя контроль геометрических параметров.
4.2.1. Проведение контроля
4.2.1 Л. Контроль угла канавки.
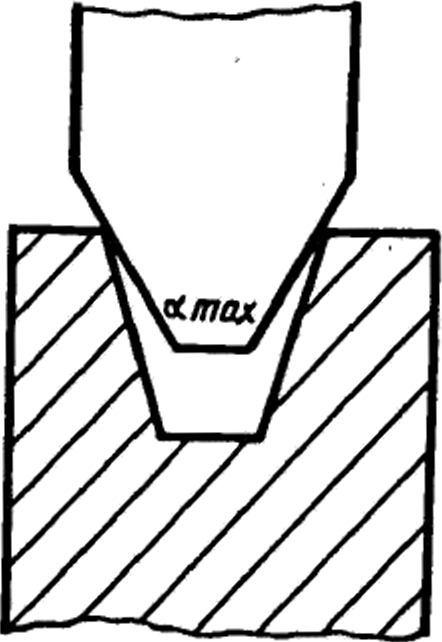
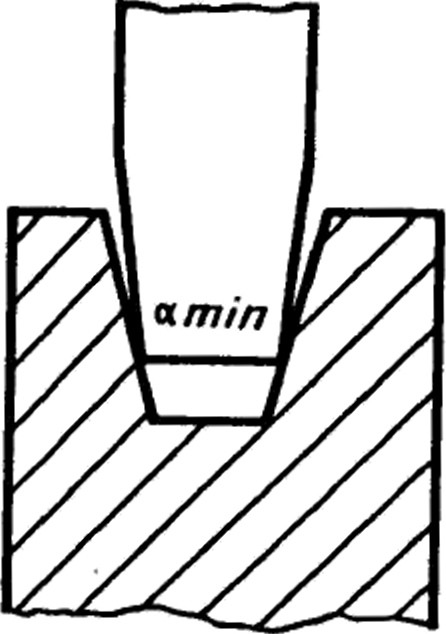
Угол канавки шкива (а) проверяют предельными угловыми калибрами по черт. 11 и 12. Верхний и нижний пределы угловых калибров должны соответствовать углу канавки шкива с учетом наибольшего и наименьшего допуска.
Угол канавки допускается проверять, используя глубиномер по черт. 13.
Предельный угловой калибр Положение предельного углового
калибра в канавке шкива
Специальный глубиномер
1 - шаблон» 2 - неподвижная часть, 3 - подвижная часть
4.2.1.2. Контроль цилиндричности наружной поверхности шкива проводят любыми из методов, принятых в машиностроении.
4.2.1.3. Контроль расчетного диаметра.
Расчетный диаметр определяют методом А или Б в зависимости от формы наружной поверхности шкива.
Метод А применяют с полем допуска для контроля наружного диаметра шкива h9 по ГОСТ 25347-82 при цилиндрической наружной поверхности шкива.
Для определения расчетного диаметра шкива измеряют наружный диаметр (с/ е) и глубину канавки {Ь) над расчетной шириной. Глубину канавки измеряют глубиномером, как показано на черт. 13.
Обработка результатов контроля для метода А.
Расчетный диаметр шкива (^р) в миллиметрах вычисляют по формуле
d p = d e -2b> (3)
4.2.1.4. Метод Б применяют, если цилиндричность наружной поверхности шкива не установлена.
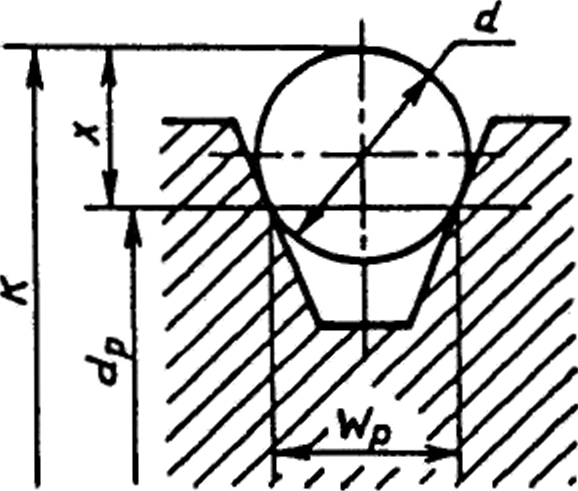
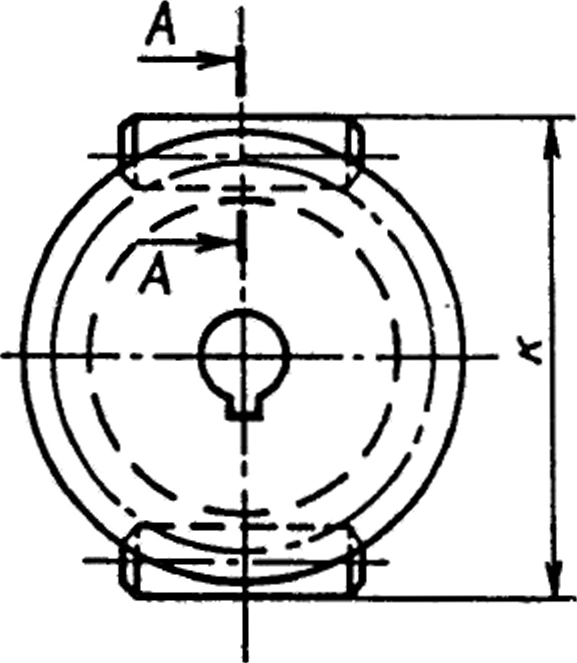
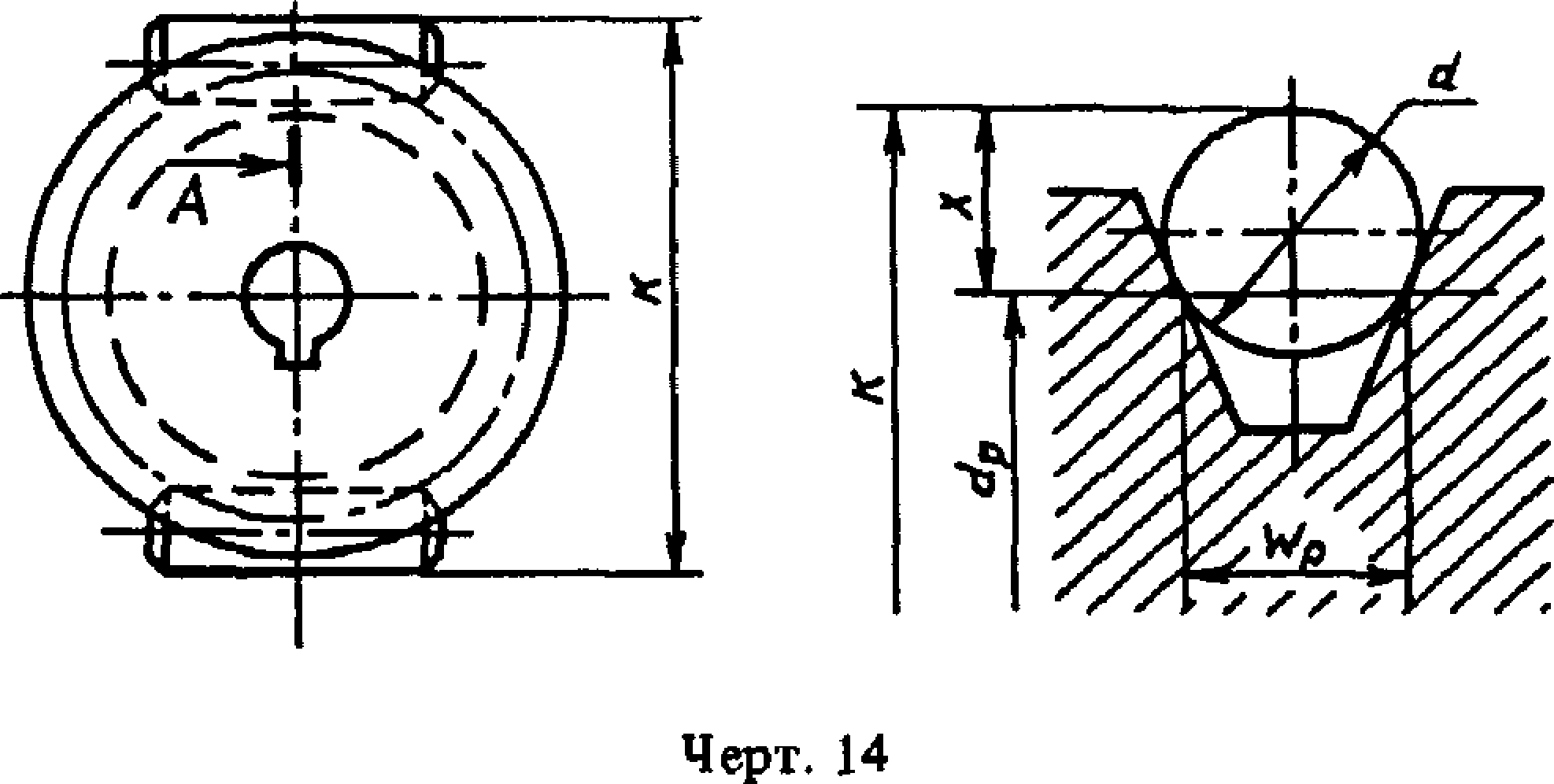
Для определения расчетного диаметра шкива используют два цилиндрических ролика диаметром указанным в табл. 4.
Значения d установлены для каждого сечения канавки таким образом, что контакт роликов с двумя боковыми сторонами канавки проходит на уровне расчетного диаметра или очень близко к нему. Два ролика помещают в контрольную канавку до соприкосновения с ней, как показано на черт. 14. Затем измеряют расстояние К между касательными плоскостями роликов, расположенными параллельно оси шкива.
Таблица 4
4.2.3.4. В многоканавочных шкивах измеряют наружный диаметр и глубину канавки шкивов для каждой канавки, при этом максимальное отклонение глубины отдельных канавок над расчетной шириной (Д Ъ) не должно превышать значений, указанных в табл. 5
Таблица 5
|
Сечение ремня | ||
|
при dp до 500 |
при dp св. 500 |
|
4.2.3.5. Обработка результатов контроля для метода Б.
Расчетный диаметр шкива (tf p) в миллиметрах вычисляют по формуле
dp = К - 2Х Ь (4)
где К - расстояние между касательными плоскостями роликов, расположенными параллельно оси шкива, измеряемое с погрешностью А К, мм;
X - расстояние от расчетного диаметра шкива до касательной плоскости к ролику, расположенной параллельно оси шкива, мм.
Значение А К в миллиметрах вычисляют по формуле
где Adр - предельное отклонение диаметра по Ы1, мм;
25 - отклонение глубины цилиндрического ролика диаметром d в канавке шкива, мм.
Значение 25 в миллиметрах вычисляют по формуле
26 = Arf (-1-+ 1), (6)
где Ad - предельное отклонение диаметра d по табл. 4. а - угол канавки шкива.
Диаметры d и размеры X выбирают по табл. 4
4.2.4. Контроль колебания размера расчетного диаметра одной и той же канавки шкива.
Максимальные отклонения величины b для одной и той же канавки шкива должны соответствовать значениям, указанным в табл. 6
Таблица 6
|
Расчетный диаметр dр |
М аксимальное отклонение размера b |
Расчетный |
Максимальное отклонение размера Ь |
|
От 670 до 800 | |||
|
” 1060” 1250 | |||
|
” 1320” 1600 | |||
|
” 1700 ”2000 | |||
|
” 2650 ”3150 | |||
|
” 3350 ”4000 |
Примечание. Контроль по п. 4.2.4 не включает в себя проверки соосности отверстия шкива и канавок.
4.2.5. Контроль биения конусной рабочей поверхности канавки шкива проводится на приспособлениях, обеспечивающих заданную точность.
4.2.6. Шероховатость рабочих поверхностей канавок шкива проверяют путем сравнения с образцами шероховатости по ГОСТ 9378-75, а также другими средствами контроля, обеспечивающими требуемую точность измерения.
4.2.7. Статическую балансировку производят на приспособлениях или балансировочных станках, обеспечивающих точность балансировки, указанную на рабочем чертеже.
4.2.8. Дисбаланс при статической балансировке устраняют засвер-ливанием отверстий на торцах обода или выборкой металла по, периметру, наплавкой или креплением груза на спицах.
4.2.9* Наличие пористости, царапин и вмятин проверяют осмотром без применения увеличительных приборов.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование шкивов может производиться любым видом транспорта.
5.2. Шкивы должны храниться в упаковке предприятия-изготовителя в сухом, защищенном от осадков месте.
5.3. При транспортировании в контейнерах с предохранительными щитами, обеспечивающими сохранение качества продукции, допускается укладка шкивов без упаковки.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие шкивов требованиям настоящего стандарта при соблюдении условий транспортирован™ и хранения.
Гарантийный срок эксплуатации - 24 мес с момента ввода шкивов в эксплуатацию.
ПРИЛОЖЕНИЕ
Обязательное
СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ШКИВОВ Шкив X X X X X X X
1 - тип шкива; 2 - сечение ремня; 3 - число канавок шкива; 4 - расчетный диаметр шкива; 5 - диаметр посадочного отверстия; 6 - марка материала;
7 - обозначение стандарта на шкив
Пример условного обозначения шкива для приводных клиновых ремней типа 1, с сечением А, с тремя канавками, расчетным диаметром с/ р = 224 мм, с цилиндрическим посадочным отверстием di = 28 мм, из чугуна марки СЧ 20 по ГОСТ 1412-85:
Шкив IА 3.224,28.СЧ 20 ГОСТ 20889-88
То же с коническим посадочнт т отверстием:
Шкив 1 АЗ. 224.28К. СЧ 20 ГОСТ 20889-88
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В. Г. Серегин, А.М. Свиридов, В. А. Сайков, А. Н. Кулакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.03.88 № 779
3. Срок первой проверки - 1994 г.; периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 20889 -80 - ГОСТ 20898 -80.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта, подпункта |
|
|
ГОСТ 9.014-78 | |
|
ГОСТ 9.032-74 | |
|
ГОСТ 12.4.026-76 | |
|
ГОСТ 1284.1-80 |
Вводная часть, п. 1 |
|
ГОСТ 2789-73 | |
|
ГОСТ 2991-85 | |
|
ГОСТ 8908-81 | |
|
ГОСТ 9378-75 | |
|
ГОСТ 12082-82 | |
|
ГОСТ 14192-77 | |
|
ГОСТ 19200-80 | |
|
ГОСТ 24643-81 |
2.14, 2.15, 2 17 |
|
ГОСТ 25069-81 | |
|
ГОСТ 25347-82 |
2.9, 2.12,4.2.1.3 |
|
ГОСТ 25348-82 | |
|
ГОСТ 26645-85 |
Редактор А.Л Владимиров Технический редактор ИМ. Дубина Корр ектор А. С Черноусова
Сдано в наб. 14.04.88 Подл, к печ. 5.05.88 1,0 уел. п. л. 1,125 уел. кр.-отт. 0,87 уч.-изд. л. Тираж 20000 Цена 5 коп.
Ордена „Знак Почета” Издательство стандартов. 123840, Москва, ГСП,
Новопресненский пер., 3
Набрано в Издательстве на НПУ
Отпечатано в тип. „Московский печатник”. Москва, Лялин пер., 6 Зак. 6У39
Соблюдение Вашей конфиденциальности важно для нас. По этой причине, мы разработали Политику Конфиденциальности, которая описывает, как мы используем и храним Вашу информацию. Пожалуйста, ознакомьтесь с нашими правилами соблюдения конфиденциальности и сообщите нам, если у вас возникнут какие-либо вопросы.
Сбор и использование персональной информации
Под персональной информацией понимаются данные, которые могут быть использованы для идентификации определенного лица либо связи с ним.
От вас может быть запрошено предоставление вашей персональной информации в любой момент, когда вы связываетесь с нами.
Ниже приведены некоторые примеры типов персональной информации, которую мы можем собирать, и как мы можем использовать такую информацию.
Какую персональную информацию мы собираем:
- Когда вы оставляете заявку на сайте, мы можем собирать различную информацию, включая ваши имя, номер телефона, адрес электронной почты и т.д.
Как мы используем вашу персональную информацию:
- Собираемая нами персональная информация позволяет нам связываться с вами и сообщать об уникальных предложениях, акциях и других мероприятиях и ближайших событиях.
- Время от времени, мы можем использовать вашу персональную информацию для отправки важных уведомлений и сообщений.
- Мы также можем использовать персональную информацию для внутренних целей, таких как проведения аудита, анализа данных и различных исследований в целях улучшения услуг предоставляемых нами и предоставления Вам рекомендаций относительно наших услуг.
- Если вы принимаете участие в розыгрыше призов, конкурсе или сходном стимулирующем мероприятии, мы можем использовать предоставляемую вами информацию для управления такими программами.
Раскрытие информации третьим лицам
Мы не раскрываем полученную от Вас информацию третьим лицам.
Исключения:
- В случае если необходимо - в соответствии с законом, судебным порядком, в судебном разбирательстве, и/или на основании публичных запросов или запросов от государственных органов на территории РФ - раскрыть вашу персональную информацию. Мы также можем раскрывать информацию о вас если мы определим, что такое раскрытие необходимо или уместно в целях безопасности, поддержания правопорядка, или иных общественно важных случаях.
- В случае реорганизации, слияния или продажи мы можем передать собираемую нами персональную информацию соответствующему третьему лицу – правопреемнику.
Защита персональной информации
Мы предпринимаем меры предосторожности - включая административные, технические и физические - для защиты вашей персональной информации от утраты, кражи, и недобросовестного использования, а также от несанкционированного доступа, раскрытия, изменения и уничтожения.
Соблюдение вашей конфиденциальности на уровне компании
Для того чтобы убедиться, что ваша персональная информация находится в безопасности, мы доводим нормы соблюдения конфиденциальности и безопасности до наших сотрудников, и строго следим за исполнением мер соблюдения конфиденциальности.
УДК 621.85.051.052.42.001.24:006.354 Группа Г15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШКИВЫ ДЛЯ ПРИВОДНЫХ КЛИНОВЫХ РЕМНЕЙ НОРМАЛЬНЫХ СЕЧЕНИЙ
Общие технические условия ГОСТ 20889-88
Pulleys for driving V-belts with normal sections.
General specifications
Срок действия с 01.01.89 до 01. 01.94
Настоящий стандарт распространяется на цельные одноступенчатые шкивы для приводных клиновых ремней по ГОСТ 1284.1-80 .
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Шкивы должны изготовляться типов:
1 - монолитные с односторонней выступающей ступицей (черт. 1)
2 - монолитные с односторонней выточкой (черт. 2);
3 - монолитные с односторонней выточкой и выступающей ступицей (черт. 3);
4 - с диском и ступицей, выступающей с одного торца обода (черт.4);
5 - с диском и ступицей, укороченной с одного торца обода (черт. 5);
6 - с диском и ступицей, выступающей с одного и укороченной с другого торца обода (черт. 6);
7 - со спицами и ступицей, выступающей с одного торца обода (черт.7);
8 - со спицами и ступицей, укороченной с одного торца обода (черт.8);
9 - со спицами и ступицей, выступающей с одного и укороченной с другого торца обода (черт. 9)
Перепечатка воспрещена © Издательство стандартов, 1988
Издание официальное +
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкивы для приводных клиновых ремней должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Номинальные расчетные диаметры шкивов d p должны соответствовать указанному ряду: 50; (53) ; 56; (60) ; 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620); 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900) 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000) мм.
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.4. Размеры профиля канавок шкивов должны соответствовать указанным на черт. 10 и в табл. 2.
2.5. Ширину шкива вычисляют по формуле
М = (я - 1) е + 2/, (1)
где п - число ремней в передаче.
Наружный диаметр шкива вычисляют по формуле
d e =d p +2b. (2)
2.6. Схема построения условного обозначения шкивов приведена в приложении.
Wp - расчетная ширина канавки шкива,
b - глубина канавки над расчетной шириной, dp - расчетный диаметр шкива, h - глубина канавки ниже расчетной ширины, с - расстояние между осями канавок,
/ - расстояние между осью крайней канавки и ближайшим торцом шкива, а - угол канавки шкива, d e - наружный диаметр шкива,
г - радиус закругления верхней кромки канавки шкива,
М - ширина шкива.
2.7. Шкивы должны быть изготовлены из материалов, обеспечивающих выполнение требуемых размеров и работу шкивов в условиях эксплуатации (наличие механических усилий, нагрев, истирание).
2.8. Отливки шкивов не должны иметь дефектов, ухудшающих их внешний вид. На поверхности отливок, подвергающихся механической обработке, допускаются дефекты по ГОСТ 19200-80 в пределах припуска на механическую обработку.
2.9. Допускаемое отклонение от номинального значения расчетного диаметра шкивов hi 1 по ГОСТ 25347-82 , ГОСТ 25348-82 .
2.10. Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:
± 1° - шкивов для ремней сечений Z, А, В.
± 30" - шкивов для ремней сечений С, D, Е, ЕО.
|
Размеры, мм |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
dp для угла канавки а |
|||||
2.11 Предельные отклонения угла конусного отверстия - ± -
2.12. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:
из чугуна и стали - по 7-му классу точности ГОСТ 26645 -^-85;
из других материалов с расчетным диаметром:
2.13. Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм расчетного диаметра относительно оси должен быть, не более:
0,20 мм - при частоте вращения шкива до 8 с -1 ;
0,15 мм - при частоте вращения шкива св. 8 с" 1 до 16 с" 1 ;
0,10 мм - при частоте вращения шкива св. 16 с -1
2.14. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия - по 9-й степени точности по ГОСТ 24643-81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069-81 .
2.15. Допуск цилиндричности наружных диаметров - по 8-й степени точности по ГОСТ 24643-81 .
2.16. Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован.
Нормы точности статической балансировки приведены в табл. 3.
2.17. Допуск торцового биения обода и ступицы относительной оси посадочного отверстия должен быть не грубее 10-й степени точности по ГОСТ 24643-81 .
2.18. Концы валов для шкивов с цилиндрическим отверстием - по ГОСТ 12080-66 ; с коническим отверстием - по ГОСТ 12081-72 ; предельное отклонение диаметра ступицы d x по Н9.
19. Неуказанные предельные отклонения размеров обрабатываемых
поверхностей: Н14; hl4; ± Ц-.
2.20. Значение параметра шероховатости Ra по ГОСТ 2789-73 рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
2.21. В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
2.22. Средний ресурс шкивов в эксплуатации для среднего режима работы устанавливается не менее 63 ООО ч до капитального ремонта, установленный ресурс - не менее 30 ООО ч до капитального ремонта.
2.23. Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032-74 и ГОСТ 12.4.026-76 .
2.24.Маркировка шкива
На нерабочей поверхности каждого шкива должны быть четко нанесены краской: условное обозначение сечения ремня, расчетный диаметр, диаметр посадочного отверстия, марка материала и обозначение стандарта.
Консервация обработанных рабочих поверхностей - по ГОСТ 9.014-78 .
Срок действия консервации - 2 года.
3. ПРИЕМКА
3.1. Шкивы должны подвергаться приемо-сдаточным и периодическим испытаниям предприятием-изготовителем.
3.2. Приемо-сдаточным испытаниям на соответствие требованиям пп. 2.13; 2.14; 2.16; 2.17; 2.19; 2.21; 2.22; 2.24 подвергают каждый шкив.
3.3. Периодическим испытаниям подвергают 10 % шкивов от партии. Партия должна состоять из шкивов одного условного обозначения, предъявляемых по одному документу.
Периодические испытания проводят на соответствие всем техническим требованиям, установленным в стандарте, два раза в год.
3.4. Если в процессе периодических испытаний хотя бы один из параметров не будет соответствовать требованиям настоящего стандарта, проводят повторно испытания удвоенного числа шкивов по полной программе. Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1.Общие положения
4.1.1. Контроль параметров и размеров шкивов проводят при температуре (23 ± 5)°С.
4.1.2. Проверку параметров, отклонения формы и расположения поверхностей шкивов следует проводить универсальными измерительными инструментами или специальными приспособлениями, обеспечивающими заданную точность.
4.1.3. Полный контроль параметров и размеров канавки шкива должен проводиться при периодических испытаниях в следующем порядке:
1) контроль угла канавки;
2) контроль цилиндричности наружной поверхности шкива;
3) контроль расчетного диаметра;
4) контроль колебания размера расчетного диаметра одной и той же канавки шкива;
5) контроль биения конусной рабочей поверхности канавок;
6) контроль торцового биения обода и ступицы (с обеих сторон) ;
7) контроль шероховатости рабочей поверхности канавок шкивов;
8) контроль статической балансировки.
4.1.4. В многоканавочных шкивах контролируют размеры каждой канавки.
4.2. Приемо-сдаточные испытания включают в себя контроль геометрических параметров.
4.2.1.Пров едение контроля
4.2.1.1. Контроль угла канавки.
Угол канавки шкива (а) проверяют предельными угловыми калибрами по черт. 11 и 12. Верхний и нижний пределы угловых калибров должны соответствовать углу канавки шкива с учетом наибольшего и наименьшего допуска.
Угол канавки допускается проверять, используя глубиномер по черт. 13.
Предельный угловой калибр Положение предельного углового
калибра в канавке шкива

4.2.1.2. Контроль цилиндричности наружной поверхности шкива проводят любыми из методов, принятых в машиностроении.
4.2.1.3. Контроль расчетного диаметра.
Расчетный диаметр определяют методом А или Б в зависимости от формы наружной поверхности шкива.
Метод А применяют с полем допуска для контроля наружного диаметра шкива h9 по ГОСТ 25347-82 при цилиндрической наружной поверхности шкива.
Для определения расчетного диаметра шкива измеряют наружный диаметр ( Обработка результатов контроля для метода А. Расчетный диаметр шкива (^ р) в миллиметрах вычисляют по формуле d p =d e -2b. (3) 4.2.1.4. Метод Б применяют, если цилиндричность наружной поверхности шкива не установлена. Для определения расчетного диаметра шкива используют два цилиндрических ролика диаметром d, указанным в табл. 4. Значения d установлены для каждого сечения канавки таким образом, что контакт роликов с двумя боковыми сторонами канавки проходит на уровне расчетного диаметра или очень близко к нему. Два ролика помещают в контрольную канавку до соприкосновения с ней, как показано на черт. 14. Затем измеряют расстояние К между касательными плоскостями роликов, расположенными параллельно оси шкива. 4.2.3.4. В многоканавочных шкивах измеряют наружный диаметр и глубину канавки шкивов для каждой канавки, при этом максимальное отклонение глубины отдельных канавок над расчетной шириной (Д b) не должно превышать значений, указанных в табл. 5 4.2.3.5. Обработка результатов контроля для метода Б. Расчетный диаметр шкива (ti p) в миллиметрах вычисляют по формуле где К - расстояние между касательными плоскостями роликов, расположенными параллельно оси шкива, измеряемое с погрешностью А К, мм; X - расстояние от расчетного диаметра шкива до касательной плоскости к ролику, расположенной параллельно оси шкива, мм. Значение А К в миллиметрах вычисляют по формуле АК= Adp + 26, (5) где Adp - предельное отклонение диаметра по hi 1, мм; 26 - отклонение глубины цилиндрического ролика диаметром d в канавке шкива, мм. Значение 25 в миллиметрах вычисляют по формуле 26 = Ad (---+ 1), (6) где Ad - предельное отклонение диаметра d по табл. 4. а - угол канавки шкива. Диаметры d и размеры X выбирают по табл. 4 4.2.4. Контроль колебания размера расчетного диаметра одной и той же канавки шкива. Максимальные отклонения величины b для одной и той же канавки шкива должны соответствовать значениям, указанным в табл. 6 Таблица 6 Расчетный диаметр dр Расчетный диаметр dр Максимальное отклонение размера b От 670 до 800 ” 850 ” 1000